11 Ноя Железнодорожный холодильный транспорт
Несмотря на общее снижение использования железнодорожных вагонов в холодильном транспорте, в последние годы наблюдается прогресс в конструировании вагонов-холодильников.
Это касается как конструкции изолированного корпуса вагона, так и систем охлаждения, а также элементов, облегчающих проведение погрузочно-разгрузочных работ. Наметилась тенденция строить большие вагоны вместимостью около 60 т (максимум 75 т – в случае тяжелых грузов, предназначенных для перевозки на дальние расстояния). В этих случаях железная дорога остается вне конкуренции. Расходы на оснащение таких больших транспортных единиц холодильной аппаратурой в пересчете на 1 т груза значительно ниже, чем в обычных вагонах грузоподъемностью 15 – 20 т. Кроме того, в связи с широким применением поддонов и механизацией погрузочно-разгрузочных работ железнодорожные вагоны должны быть приспособлены для автопогрузчиков, оборудованных вильчатым захватом (с нагрузкой около 2.5 т на колесо).
Изотермический корпус. Требования к изотермическому корпусу вагонов-рефрижераторов близки к требованиям, предъявляемым к изотермическим кузовам авторефрижераторов, причем в этом случае масса корпуса и виброустойчивость не имеют такого большого значения. Внешнюю обшивку вагона обычно выполняют из стальной жести, сваренной в местах стыковки, что облегчает создание газо- и паронепроницаемого барьера. До сих пор для изготовления изоляции пола использовали экспандированную пробку, а для стен и потолка – минеральную вату или стиропен. В настоящее время все более широкое распространение находит пенообразный полиуретан, заполняющий пространство между стенами. В последнее время коэффициент теплопроводности уменьшили с ? = 0.03 Вт/(м·К) до ? = 0.019 Вт/(м·К). Для снижения излучения наружную обшивку вагона окрашивают белой краской, а над крышей монтируют противосолнечный экран (рис. 1). Теплоприток современного вагона грузоподъемностью около 30 т составляет 189 кДж/(°С · ч), а приток наружного воздуха около 3 м3/ч при очень плотных дверях и хорошем уплотнении всех щелей. Внутренняя обшивка обычно также паронепроницаемая, так как вагоны строят универсального назначения для работы в разных климатических условиях.
Воздух должен циркулировать свободно в открытой системе, т. е. поток воздуха из испарителя попадает в свободное пространство над товаром и по щелям, образованным между единицами продукта, а также около стен направляется в пространство под полом. Применяют также систему с герметичной рубашкой, образованной в результате соединения ложного потолка боковых карманов и пространства под полом.
Системы охлаждения. Системы охлаждения вагонов в железнодорожном холодильном транспорте аналогичны системам в авторефрижераторах. Наиболее широко применяют низкотемпературные вагоны с охлаждением сухим льдом, используемым также при экспортных поставках замороженных продуктов. Сухой лед обычно загружают в контейнер, расположенный в верхнем конце вагона, через отверстие в боковой стене; в некоторых случаях – в два контейнера, имеющихся в обоих концах вагона. Единовременная загрузка при больших расстояниях транспортировки (в течение 2 – 3 дней) составляет около 2000 кг сухого льда или около 30 кг/ч при температуре окружающей среды 20 °С.
При продолжительных расстояниях и более высоких наружных температурах необходимо пополнять сухой лед по трассе. Вагоны с простым контейнером для сухого льда неэкономичны. Температура в таких вагонах в некоторые периоды падает ниже необходимой, поэтому возрастает расход льда. Конструкции с вентилируемыми контейнерами, имеющими терморегуляторы, более экономичны, но при этом необходим источник энергии для питания вентилятора (обычно привод вентилятора осуществляется от оси вагона).
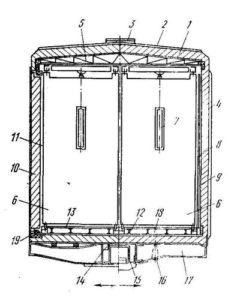
Рис. 1 – Поперечный разрез вагона с машинным охлаждением:
1 – изоляция; 2 – солнечный экран; 3 – мостик для обслуживания; 4 – планки, укрепляющие степы; 5 – несущая конструкция потолка, используемая для подвешивания полутуш н четвертин охлажденного мяса; 6 – передвижные стенки для разделения вагона на отдельные отсеки; 7 – механизм для крепления разделительных передвижных стенок; 8 – обшивка внутренней поверхности стен вагона (профилированная алюминиевая жесть); 9 – вентиляционный ход между обшивкой и защитой слоя изоляции; 10 – выдвижная дверь; 11 – внутренняя обшивка дверей (пластмасса, ламинаты); 12 – несущая конструкция пола; 13 – металлический пол из стальной оцинкованной жести; 14 – направляющие вдоль корпуса вагона; 15 – поворотный круг тележки; 16 – упор бокового наклона; 17 – несущая конструкция вагона; 18 – вентиляционное пространство под полом; 19 – направляющие выдвижных дверей
Вагоны, охлаждаемые жидким азотом, довольно широко распространены в США и в настоящее время их начинают применять в Европе. Главная проблема – это высокая стоимость жидкого азота и небольшая сеть станций для его зарядки. Для создания циркуляции воздуха внутри вагона применяют вентиляторы, использующие энергию расширения азота.
Систему охлаждения вагонов эвтектическими плитами применяют только в Швеции. Одноразовое вымораживание плит позволяет поддерживать температуру вагона на уровне –18 · –20 °С в течение 2 дней. При очень дальних расстояниях транспортировки и высокой температуре окружающей среды догружают небольшое количество сухого льда. При этом вначале сублимирует сухой лед, а потом оттаивает эвтектическая смесь. Необходимо подчеркнуть, что плиты смонтированы на стенах и на потолке, что исключает ложный потолок и боковые заслоны. Это снижает массу вагона и расходы на его изготовление. Эксплуатационные расходы таких вагонов составляют 1/3 эксплуатационных расходов вагонов, охлаждаемых сухим льдом.
Для машинного охлаждения вагона наиболее широко применяют агрегат, расположенный в конце вагона в помещении, отделенном изолированной стеной. По действующим в США стандартам ширина помещения обычно 1.25 м, длина и высота соответствуют размерам вагона. В этом помещении устанавливают комплект холодильного оборудования: дизельный двигатель-генератор, холодильный агрегат с конденсатором и сборник жидкости. На стене помещения смонтирована электрическая контрольная станция, а также автоматическое устройство, управляющее работой агрегата. Показания измерительных и контрольных приборов обычно видны снаружи вагона через контрольное окно. В помещении устанавливают соответствующее количество никелево-кадмиевых аккумуляторов для автоматического пуска двигателя.
В последнее время наблюдается значительный прогресс в разработке конструкции приводных станций агрегатов, состоящих обычно из двухтактного дизельного двигателя, непосредственно соединенного с генератором трехфазного тока. В выпускаемых в США приводных станциях двигатель мощностью 34 л. с. сопряжен с генератором мощностью 20 кВт.
Холодильные агрегаты могут быть герметичные, полугерметичные и открытые. В настоящее время в больших вагонах часто применяют два агрегата, работающие совместно или отдельно в зависимости от необходимой холодопроизводительности. Существует также тенденция применения отдельных больших агрегатов с регулируемой холодопроизводительностью. В качестве хладагента чаще всего используют фреон-12 или же хладагент R134a, циркуляция воздуха принудительная. Подачу жидкости в испаритель регулируют с помощью термостатического и электромагнитного вентиля. Охлаждение вагона управляется многофункциональным термостатом. При чрезмерном снижении температуры в вагоне термостат уменьшает обороты агрегата или выключает часть цилиндров компрессора. Если температура в вагоне снижается, агрегат останавливается.
В последнее время система удаления снеговой шубы полностью автоматизирована. При использовании горячих паров хладагента осуществляется обратный цикл – испаритель становится конденсатором или же горячие пары в обход термостатического вентиля направляют в испаритель через параллельный вентиль. При удалении снеговой шубы с помощью электрообогрева необходимо применять специальные предохранительные выключатели для прекращения нагрева при температуре греющего элемента выше 65 °С. В момент достижения в наиболее холодном элементе температуры 10 °С автоматически включается система охлаждения. Вся система трубопроводов должна быть эластичной, что значительно снижает возможные повреждения, обусловленные вибрацией.